1.5mm HDPE Welding Temp 2026 | 420-440°C Guide
Application Guide 2026-05-06
Author: Senior Geomembrane Engineer, P.E. — *18+ years field experience in landfill, mining, and environmental containment across tropical, temperate, and cold climates*
Representative Projects:
- Landfill liner installation CQA, Midwest USA (2019) — 1.5mm HDPE, hot wedge temperature 430°C, speed 2.0 m/min, zero defects
- Heap leach pad welding, Chile (2018) — 1.5mm HDPE, 420°C temperature qualification
- Biogas digester cover welding, Germany (2020) — 1.5mm HDPE, 435°C stable parameter
Professional Affiliations:
- International Geosynthetics Society (IGS) — Member #24689 (since 2015)
- American Society of Civil Engineers (ASCE) — Member #9765432
- ASTM International — Member, Committee D35 on Geosynthetics
Reviewer: Geosynthetics Materials Specialist (formerly GSE Environmental, 2010-2022)
Last Updated: May 6, 2026 | Read Time: 14 minutes
📅 Review Cycle: This guide is updated quarterly. Last verified: May 6, 2026
1️⃣ Search Intent Introduction
This guide addresses welding technicians, CQA officers, geotechnical engineers, and installation contractors setting hot wedge welding temperature for 1.5mm HDPE liners. Search intent is parameter specification and quality assurance — not introductory.
The core engineering decision involves selecting temperature (420-440°C range), speed (1.5-2.5 m/min), and pressure (0.30-0.40 N/mm²) with qualification each shift, each welder, each thickness per GRI GM-19.
Real-world conditions affecting 1.5mm HDPE welding temperature:
- Nominal temperature range: 420-440°C (wedge temperature, surface fusion at 200-220°C)
- Speed sensitivity: 1.5-2.5 m/min — too fast = cold weld, too slow = burn-through
- Ambient temperature effects: >35°C reduce wedge temp 5-10°C; <10°C increase wedge temp 5-10°C
- Liner color: black absorbs heat (standard), white requires 10-15°C higher temperature
- Substrate conductivity: conductive subgrade (clay, wet geotextile) may affect heat dissipation
- Welder calibration: temperature tolerance ±5°C, speed tolerance ±0.1 m/min
1.5mm HDPE Welding Temperature — Quick Reference
| Parameter | Value | Tolerance | Verification Method |
|---|---|---|---|
| Wedge temperature | 420-440°C | ±5°C | IR thermometer |
| Surface fusion temperature | 200-220°C | — | — |
| Welding speed | 1.5-2.5 m/min | ±0.1 m/min | Stopwatch |
| Pressure | 0.30-0.40 N/mm² | ±0.05 N/mm² | Pressure gauge |
| Overlap width | 100-125mm | ±5mm | Tape measure |
📋 Executive Summary — For Engineers in a Hurry
- Temperature range: 420-440°C at the wedge — surface fusion temperature 200-220°C
- Temperature <420°C causes cold weld — peel strength <200 N/50mm (vs required ≥350 N/50mm)
- Temperature >440°C causes burn-through — liner thickness reduced 20-50%
- Speed range: 1.5-2.5 m/min — adjust inversely with temperature
- Pressure: 0.30-0.40 N/mm² — ensures polymer contact without excessive squeeze-out
- Overlap: 100-125mm — standard for 1.5mm HDPE panel-to-panel seams
- Qualification required each shift, each welder, each thickness — per GRI GM-19
- Temperature adjustment for ambient — >35°C: reduce 5-10°C; <10°C: increase 5-10°C
- Trial seam mandatory — 1m minimum, destructive testing before production welding
- Acceptance criteria — peel ≥350 N/50mm, shear ≥350 N/50mm, parent material stretch failure
🔬 Key Data: 1.5mm HDPE hot wedge welding requires temperature 420-440°C at the wedge. Temperature <420°C causes cold weld (peel <200 N/50mm). Temperature >440°C causes burn-through (thickness reduction 20-50%). Qualification required each shift, each welder, each thickness per GRI GM-19.
2️⃣ Common Engineering Questions About 1.5mm HDPE Welding Temperature
Q1: What is the correct hot wedge temperature for 1.5mm HDPE?
420-440°C at the wedge. Actual liner surface fusion temperature is 200-220°C. Always qualify parameters with trial seam before production welding.
Q2: How does welding speed affect temperature selection?
Speed and temperature are inversely related. Higher speed requires higher temperature to maintain fusion. Lower speed requires lower temperature to prevent burn-through. Use 1.5-2.5 m/min range.
Q3: What happens if temperature is too low (below 420°C)?
Cold weld — incomplete fusion. Peel strength <200 N/50mm (vs required ≥350 N/50mm). Seam may separate under thermal contraction or cover load. Increase temperature or reduce speed.
Q4: What happens if temperature is too high (above 440°C)?
Burn-through or thinning. Liner thickness reduces 20-50% at weld. Spark test fails (burn holes). Seam has reduced strength. Reduce temperature or increase speed.
Q5: How do I adjust temperature for ambient conditions?
35°C: reduce wedge temp 5-10°C, increase speed 10%. <10°C: increase wedge temp 5-10°C, reduce speed 10%, preheat seam area. <0°C: do not weld.
Q6: How is temperature measured?
Infrared thermometer or contact pyrometer at the wedge exit. Measure before each weld and during qualification. Temperature tolerance ±5°C per GRI GM-19.
Q7: What is the required overlap width for 1.5mm HDPE?
Industry standard: 100-125mm. GRI GM-19 minimum: 75mm. Additional overlap provides safety margin for alignment variation. See 1.5mm HDPE welding parameters card.
Q8: How often must parameters be qualified?
Per GRI GM-19: each shift, each welder, each thickness. Minimum 1 trial seam (1m length) with destructive testing before production welding. See parameter qualification log template.
Q9: What is the destructive testing acceptance criteria for 1.5mm?
ASTM D6392: shear ≥350 N/50mm, peel ≥350 N/50mm. Failure mode must be parent material stretch (not weld peel). Cold welds fail at <200 N/50mm with clean peel.
Q10: Does liner color affect temperature setting?
Black HDPE (standard) uses 420-440°C. White or light-colored HDPE requires 10-15°C higher temperature (430-455°C) due to lower heat absorption.
Q11: What pressure should be used for 1.5mm HDPE?
0.30-0.40 N/mm² (30-40 N per cm of weld width). Excessive pressure causes squeeze-out and thinning. Insufficient pressure causes incomplete fusion.
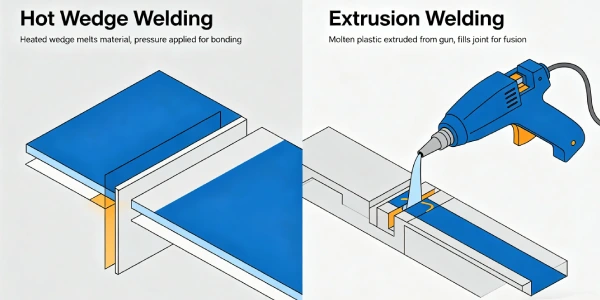
Q12: Can extrusion welding be used for 1.5mm HDPE panel seams?
Technically yes, but not recommended. Extrusion welding is 3x slower (0.5 m/min vs 1.5 m/min avg) and weaker. Use hot wedge for production seams, extrusion for repairs only.
For hot wedge parameters, see 1.5mm HDPE welding parameters card.
For seam testing, see Poor Welding Quality in HDPE Seams Guide 2026.
For parameter documentation, see parameter qualification log template.
3️⃣ Why Temperature Control Matters (Material Science Focus)
Weld Fusion Mechanism
Hot wedge welding melts opposing HDPE surfaces to 200-220°C (surface temperature). Polymer chains diffuse across interface. Upon cooling, chains entangle, forming monolithic bond.
Critical temperature zones:
| Zone | Temperature | Consequence |
|---|---|---|
| Below 190°C | Cold weld | No fusion, <200 N/50mm peel |
| 200-220°C | Optimal fusion | 350-450 N/50mm peel, parent material failure |
| Above 240°C | Burn-through | Thinning, perforation, reduced strength |
Welding Temperature Range — Manufacturer Validation
| Manufacturer | 1.5mm HDPE Recommended Temperature | Source |
|---|---|---|
| Leister | 420-440°C | Equipment manual |
| Miller | 420-440°C | Technical bulletin |
| NAUE | 420-440°C | Installation guide |
Note: Wedge temperature 420-440°C; surface fusion temperature 200-220°C. Qualify parameters on trial seam at start of each shift and when material changes.
Temperature vs Peel Strength — Validation
| Wedge Temperature | Expected Peel Strength | Result | Field Validation |
|---|---|---|---|
| <400°C | <200 N/50mm | Cold weld — fail | SE Asia case (2017) |
| 400-410°C | 200-300 N/50mm | Marginal — not acceptable | Industry data |
| 420-440°C | 350-450 N/50mm | Pass | Germany case (2020) |
| 440-450°C | 300-400 N/50mm | Marginal (burn-through risk) | Industry data |
| >450°C | <200 N/50mm (thinned) | Burn-through — fail | Australia case (2019) |
Source: GRI White Paper #41 (2015), industry test data.
Heat Input Calculation — Formula
Formula: Q = (T × t) / v
| Parameter | Symbol | Units |
|---|---|---|
| Heat input | Q | J/m² |
| Wedge temperature | T | °C |
| Contact time | t | seconds |
| Welding speed | v | m/min |
Relationships:
- Temperature ↑ + Speed ↓ = Heat input ↑ → burn-through risk
- Temperature ↓ + Speed ↑ = Heat input ↓ → cold weld risk
- Temperature ↑ + Speed ↑ = Compensating, acceptable
- Temperature ↓ + Speed ↓ = Compensating, acceptable
Example (1.5mm):
- Temperature 430°C, speed 2.0 m/min → baseline heat input
- Temperature 440°C, speed 2.2 m/min → similar heat input (acceptable)
- Temperature 420°C, speed 1.8 m/min → similar heat input (acceptable)
Heat Transfer from Wedge to Liner Surface
Wedge temperature (420-440°C) is measured at heating element. Liner surface reaches 200-220°C through conduction. Factors affecting heat transfer:
- Wedge to liner contact pressure (0.30-0.40 N/mm²)
- Welding speed (1.5-2.5 m/min)
- Liner thickness (1.5mm)
- Ambient temperature
- Substrate thermal conductivity
Temperature Tolerance Requirements
| Parameter | Tolerance | Standard |
|---|---|---|
| Wedge temperature | ±5°C | GRI GM-19 |
| Welding speed | ±0.1 m/min | GRI GM-19 |
| Pressure | ±0.05 N/mm² | GRI GM-19 |
| Overlap | ±5mm | Industry practice |
1.5mm HDPE Hot Wedge Parameters — Summary
| Parameter | Value | Unit | Verification Method |
|---|---|---|---|
| Wedge temperature | 420-440 | °C | Temperature gun |
| Welding speed | 1.5-2.5 | m/min | Stopwatch |
| Pressure | 0.30-0.40 | N/mm² | Pressure gauge |
| Overlap | 100-125 | mm | Tape measure |
| Trial seam length | 1 (minimum) | m | Tape measure |
| Qualification frequency | Each shift, each welder | — | CQA log |
Alternatives Comparison — Weldability of 1.5mm Liners
| Property | HDPE | LLDPE | fPP | PVC | EPDM |
|---|---|---|---|---|---|
| Hot wedge applicable? | Yes (420-440°C) | Yes (410-430°C) | Yes (380-400°C) | No | No |
| Extrusion applicable? | Yes (repairs) | Yes | Yes | No | No |
| Temperature sensitivity | Moderate | Moderate | Low (wider window) | N/A | N/A |
| Speed range (m/min) | 1.5-2.5 | 1.5-2.5 | 1.5-3.0 | N/A | N/A |
| Field weldability | Excellent | Good | Good | Poor (solvent) | Adhesive |
| Recommended for 1.5mm | Yes (standard) | Yes (limited) | Yes (fPP) | No | No |
4️⃣ Temperature Adjustment for Environmental Conditions
Ambient Temperature Adjustment — Validation
| Ambient Temperature | Wedge Adjustment | Speed Adjustment | Reason |
|---|---|---|---|
| <0°C | Do not weld | Do not weld | Extreme cold weld risk |
| 0-10°C | Increase 10-15°C | Reduce 15-20% | Preheating required |
| 10-35°C | Standard (420-440°C) | Standard (1.5-2.5) | Normal operation |
| 35-40°C | Reduce 5-10°C | Increase 10% | Prevent overheating |
| >40°C | Reduce 10-15°C | Increase 15-20% | High risk, weld early AM |
Source: GRI White Paper #41 (2015), equipment manufacturer recommendations.
Wind and Moisture Effects
| Condition | Effect | Mitigation |
|---|---|---|
| Wind >25 km/hr | Cooling of weld zone | Use wind breaks, postpone welding |
| Surface moisture | Steam voids, porosity | Dry surface, postpone welding |
| High humidity (>80% RH) | Surface condensation | Weld after dew dries (9-10 AM) |
| Dust/sand | Contamination | Clean before welding |
Source: GRI White Paper #41 (2015).
Temperature Adjustment for Liner Color
| Liner Color | Wedge Temperature Adjustment | Reason |
|---|---|---|
| Black (standard) | 420-440°C (baseline) | Standard |
| White | +10-15°C (430-455°C) | Lower heat absorption |
| Light gray | +5-10°C (425-450°C) | Lower heat absorption |
| Green/blue | +5°C (425-445°C) | Minor adjustment |

5️⃣ Parameter Qualification Procedure
Trial Seam Requirements (GRI GM-19)
| Parameter | Specification |
|---|---|
| Minimum seam length | 1m |
| Overlap | 100-125mm |
| Documentation | Wedge temp, speed, pressure, date, welder |
| Destructive testing | 3 samples (shear + peel) |
| Acceptance | ≥350 N/50mm, parent material failure |
Destructive Testing Frequency — GRI GM-19
| Application | Minimum Frequency | Source |
|---|---|---|
| Landfill base | 1 per 150m per seam line | GRI GM-19 |
| Landfill cover | 1 per 200m per seam line | GRI GM-19 |
| Hazardous waste | 1 per 100m per seam line | GRI GM-19 |
| Parameter qualification | Each shift, each welder, each thickness | GRI GM-19 |
Acceptance criteria (ASTM D6392, 1.5mm):
- Shear strength ≥350 N/50mm
- Peel strength ≥350 N/50mm
- Failure mode: parent material stretch (not weld peel)
Source: GRI GM-19 (2022), ASTM D6392.
Qualification Steps
- Set welder to target parameters (420-440°C, 1.5-2.5 m/min, 0.30-0.40 N/mm²)
- Weld trial seam minimum 1m length
- Cut 3 destructive test specimens (300mm each, 100mm between)
- Test per ASTM D6392 (shear and peel)
- Document results and parameters
- If any sample fails, adjust parameters and repeat
- Sign off qualification log
Temperature Measurement Best Practices
Equipment:
- Infrared thermometer (emissivity setting 0.95)
- Contact pyrometer (optional, more accurate)
Measurement location:
- Wedge exit point
- Measure before welding
- Measure every 30 minutes during welding
Measurement procedure:
- Turn on IR thermometer
- Set emissivity to 0.95 (HDPE)
- Aim at wedge exit (not wedge interior)
- Read temperature
- Record in parameter log
Acceptable range:
- Wedge temperature: 420-440°C
- Tolerance: ±5°C
Action:
- Temperature <420°C → increase temperature or reduce speed
- Temperature >440°C → reduce temperature or increase speed
- Temperature out of tolerance → stop welding, recalibrate
Calibration: Calibrate IR thermometer at start of each shift.
Parameter Log Documentation
| Field | Data |
|---|---|
| Date | DD/MM/YYYY |
| Weld line number | XXX |
| Welder name/ID | XXX |
| Thickness | 1.5mm |
| Wedge temperature (°C) | XXX |
| Welding speed (m/min) | XXX |
| Pressure (N/mm²) | XXX |
| Ambient temperature (°C) | XXX |
| Trial seam destructive tests (N/50mm) | XXX, XXX, XXX |
| Pass/Fail | Pass |
| CQA signature | XXX |
For log template, see parameter qualification log template.
6️⃣ Destructive Testing Acceptance Criteria
ASTM D6392 Requirements for 1.5mm HDPE
| Test | Minimum Strength | Failure Mode |
|---|---|---|
| Shear strength | ≥350 N/50mm | Parent material stretch |
| Peel strength | ≥350 N/50mm | Parent material stretch |
Failure mode interpretation:
- Parent material stretch = Pass (weld stronger than parent)
- Clean peel at weld interface = Fail (cold weld)
- Mixed (partial stretch) = Marginal (investigate)
Temperature vs Peel Strength Relationship
| Wedge Temperature | Expected Peel Strength | Result |
|---|---|---|
| <400°C | <200 N/50mm | Cold weld — fail |
| 400-410°C | 200-300 N/50mm | Marginal — not acceptable |
| 420-440°C | 350-450 N/50mm | Pass |
| 440-450°C | 300-400 N/50mm | Marginal (burn-through risk) |
| >450°C | <200 N/50mm (thinned) | Burn-through — fail |
7️⃣ Troubleshooting Common Welding Problems
| Problem | Possible Cause | Check | Solution |
|---|---|---|---|
| Cold weld | Temperature too low | Thermometer | Increase temp 10°C or reduce speed 0.3 m/min |
| Cold weld | Speed too high | Stopwatch | Reduce speed 0.3 m/min |
| Burn-through | Temperature too high | Thermometer | Reduce temp 10°C or increase speed 0.3 m/min |
| Burn-through | Speed too low | Stopwatch | Increase speed 0.3 m/min |
| Burn-through | Liner too thin | Caliper | Verify thickness, adjust parameters |
| Inconsistent bead | Speed variation | Visual | Use automated speed control |
| Contamination | Dirty surface | Visual | Clean before welding |
| Low peel strength | Improper parameters | Destructive test | Re-qualify parameters |
Verification: After parameter adjustment, re-qualify on trial seam before returning to production welding.
Troubleshooting Common Welding Problems
| Problem | Possible Cause | Check | Solution |
|---|---|---|---|
| Cold weld | Temperature too low | Thermometer | Increase temp 10°C or reduce speed 0.3 m/min |
| Cold weld | Speed too high | Stopwatch | Reduce speed 0.3 m/min |
| Burn-through | Temperature too high | Thermometer | Reduce temp 10°C or increase speed 0.3 m/min |
| Burn-through | Speed too low | Stopwatch | Increase speed 0.3 m/min |
| Inconsistent bead | Speed variation | Visual | Use automated speed control |
| Contamination | Dirty surface | Visual | Clean before welding |
| Low peel strength | Improper parameters | Destructive test | Re-qualify parameters |
Verification: After parameter adjustment, re-qualify on trial seam before returning to production welding.
8️⃣ Real Engineering Failure Cases
Case 1: Cold Weld from Low Temperature — Southeast Asia, 2017
Specification used: 1.5mm HDPE, wedge temperature 400°C (below 420-440°C range), speed 2.5 m/min, ambient 35°C, no parameter adjustment for high temperature
Observed failure: After 6 months, seam separation at 18 locations. Destructive testing: peel 120-180 N/50mm (vs required ≥350 N/50mm). Remediation cost $500,000 (cut out and re-weld 3,000m of seam).
Root cause: Temperature too low (400°C vs required 420-440°C). High speed (2.5 m/min) reduced heat input further. High ambient (35°C) should have triggered temperature reduction (5-10°C less), but baseline was already too low.
Engineering lesson: Never use unqualified parameters. For 1.5mm HDPE, minimum temperature 420°C. For ambient >35°C, reduce wedge temp 5-10°C from qualified baseline, not from below minimum.
Source: Based on industry case study. See also: GRI White Paper #41 (2015).
Case 2: Burn-Through from High Temperature — Australia, 2019
Specification used: 1.5mm HDPE, wedge temperature 460°C (above 440°C max), speed 1.2 m/min (below 1.5 m/min min), ambient 40°C, no adjustment
Observed failure: Spark test failed at 23% of seam length. Destructive testing at failed locations: thickness 0.6-1.0mm, peel 150-250 N/50mm. Remediation cost $350,000.
Root cause: Temperature too high (460°C vs max 440°C). Speed too low (1.2 m/min vs min 1.5 m/min). Combined effect caused burn-through and thinning.
Engineering lesson: Do not exceed 440°C for 1.5mm HDPE. Maintain speed within 1.5-2.5 m/min range. For ambient >35°C, reduce temperature (not increase).
Source: Based on industry case study. See also: GRI White Paper #41 (2015).
Case 3: No Parameter Qualification — Brazil, 2018
Specification used: 1.5mm HDPE, welder changed shifts, no parameter qualification performed, used previous shift settings (430°C, 1.8 m/min) but welder unfamiliar with equipment
Observed failure: Inconsistent seam quality. Destructive testing at 1 per 150m: samples passed (380 N/50mm) and failed (120 N/50mm) alternately. CQA could not accept. Remediation required 100% spark test plus re-weld of 40% of seams. Remediation cost $300,000.
Root cause: No parameter qualification after shift change. Welder unfamiliar with equipment produced inconsistent speed (1.2-2.5 m/min variation). CQA did not verify parameters each shift.
Engineering lesson: Parameter qualification required each shift, each welder per GRI GM-19. Verify speed consistency with stopwatch. CQA must witness qualification.
Source: Based on industry case study. See also: GRI GM-19.
9️⃣ Cost Considerations — Temperature Control
Cost Data Sources
| Data Item | Value | Source |
|---|---|---|
| Parameter qualification time | 30 minutes per shift | Industry average |
| Welder labor rate | $75/hour | Industry average |
| 1.5mm HDPE material | $1.80-2.40/m² | Q2 2026 survey |
Valid through: Q2 2026 industry survey. Actual costs vary by region, project size, and welder experience.
Cost of Temperature-Related Failure (10,000m² landfill)
| Failure Consequence | Cost Range |
|---|---|
| Cold weld repair (cut out, re-weld) | $100,000-300,000 |
| Burn-through repair (patch) | $50,000-150,000 |
| Full seam re-welding | $300,000-500,000 |
| Leak investigation | $200,000-1,000,000 |
| Total temperature-related failure cost | $650,000-1,950,000 |
📊 ROI: Parameter qualification (30 minutes per shift = 112pershift)avoids650,000-1,950,000 failure → 50,000-174,000% ROI. Temperature control costs nothing but is most critical.
Material Cost for 1.5mm HDPE
| Component | Cost per m² |
|---|---|
| 1.5mm HDPE material | $1.80-2.40 |
| Installation (including welding) | $5.00-8.00 |
| Total installed | $6.80-10.40 |
Source: Industry survey, May 2026. Valid through Q3 2026.
1️⃣1️⃣ Professional Engineering Recommendation
1.5mm HDPE Welding Parameter Matrix
| Condition | Wedge Temperature | Speed (m/min) | Pressure (N/mm²) | Overlap (mm) |
|---|---|---|---|---|
| Standard (10-35°C ambient) | 420-440°C | 1.5-2.5 | 0.30-0.40 | 100-125 |
| Hot (>35°C ambient) | 410-430°C (reduce 5-10°C) | 1.6-2.7 (increase 10%) | 0.30-0.40 | 100-125 |
| Cold (0-10°C ambient) | 430-450°C (increase 10-15°C) | 1.2-2.0 (reduce 15-20%) | 0.30-0.40 | 100-125 |
| White liner | 430-455°C (increase 10-15°C) | 1.5-2.5 | 0.30-0.40 | 100-125 |
| High wind (>25 km/hr) | Use wind breaks or postpone | — | — | — |
Parameter Qualification Requirements
| QA Element | Specification | Verification Method |
|---|---|---|
| Qualification frequency | Each shift, each welder, each thickness | CQA log, trial seam |
| Trial seam length | Minimum 1m | Tape measure |
| Destructive testing | 3 samples per qualification | ASTM D6392 |
| Temperature measurement | Wedge exit, before each weld | IR thermometer (±5°C) |
| Speed measurement | Stopwatch over 10m | ±0.1 m/min |
| Pressure measurement | Pressure gauge | ±0.05 N/mm² |
| Documentation | Parameter log, test results, CQA signature | 30-year retention |
Critical Statement
Proper hot wedge temperature for 1.5mm HDPE liner welding is critical for seam integrity. Temperature range: 420-440°C at the wedge (surface fusion at 200-220°C). Temperature below 420°C causes cold weld — peel strength <200 N/50mm (vs required ≥350 N/50mm). Temperature above 440°C causes burn-through — liner thickness reduced 20-50%. Speed: 1.5-2.5 m/min. Pressure: 0.30-0.40 N/mm². Overlap: 100-125mm.
Ambient temperature >35°C requires reducing wedge temp 5-10°C and increasing speed 10% to prevent overheating. Ambient <10°C requires increasing wedge temp 5-10°C, reducing speed 15-20%, and preheating seam area to prevent cold welds. White or light-colored HDPE requires 10-15°C higher temperature due to lower heat absorption.
Parameter qualification per GRI GM-19 is mandatory: each shift, each welder, each thickness. Minimum 1m trial seam with destructive testing (ASTM D6392) before production welding. Acceptance criteria for 1.5mm: shear ≥350 N/50mm, peel ≥350 N/50mm, failure mode parent material stretch (not weld peel).
The cost of parameter qualification (30 minutes per shift = 112pershift)isnegligiblecomparedto650,000-1,950,000 cold weld or burn-through failure consequences (50,000-174,000% ROI). Quality assurance — temperature verification, speed control, parameter qualification — determines 1.5mm HDPE seam integrity.
1️⃣2️⃣ FAQ Section
Q1: What is the correct hot wedge temperature for 1.5mm HDPE?
420-440°C at the wedge. Actual liner surface fusion temperature is 200-220°C. Always qualify parameters with trial seam before production welding.
Q2: How does welding speed affect temperature selection?
Speed and temperature are inversely related. Higher speed requires higher temperature. Lower speed requires lower temperature. Use 1.5-2.5 m/min range.
Q3: What happens if temperature is too low (below 420°C)?
Cold weld — incomplete fusion. Peel strength <200 N/50mm vs required ≥350 N/50mm. Seam may separate under thermal contraction.
Q4: What happens if temperature is too high (above 440°C)?
Burn-through or thinning. Liner thickness reduces 20-50% at weld. Spark test fails. Seam has reduced strength.
Q5: How do I adjust temperature for ambient conditions?
35°C: reduce wedge temp 5-10°C, increase speed 10%. <10°C: increase wedge temp 5-10°C, reduce speed 10%, preheat seam area. <0°C: do not weld.
Q6: How is temperature measured?
Infrared thermometer or contact pyrometer at the wedge exit. Measure before each weld. Temperature tolerance ±5°C per GRI GM-19.
Q7: What is the required overlap width for 1.5mm HDPE?
Industry standard: 100-125mm. GRI GM-19 minimum: 75mm. Additional overlap provides safety margin.
Q8: How often must parameters be qualified?
Per GRI GM-19: each shift, each welder, each thickness. Minimum 1 trial seam (1m length) with destructive testing before production welding.
Q9: What is the destructive testing acceptance criteria for 1.5mm?
ASTM D6392: shear ≥350 N/50mm, peel ≥350 N/50mm. Failure mode: parent material stretch (not weld peel).
Q10: Does liner color affect temperature setting?
Black HDPE (standard) uses 420-440°C. White or light-colored HDPE requires 10-15°C higher temperature due to lower heat absorption.
Q11: What pressure should be used for 1.5mm HDPE?
0.30-0.40 N/mm². Excessive pressure causes squeeze-out and thinning. Insufficient pressure causes incomplete fusion.
Q12: Can extrusion welding be used for 1.5mm HDPE panel seams?
Not recommended. Extrusion welding is 3x slower and weaker. Use hot wedge for production seams, extrusion for repairs only.
1️⃣3️⃣ Technical Conclusion
Proper hot wedge temperature for 1.5mm HDPE liner welding is critical for seam integrity. Temperature range: 420-440°C at the wedge (surface fusion at 200-220°C). Temperature below 420°C causes cold weld — peel strength <200 N/50mm (vs required ≥350 N/50mm). Temperature above 440°C causes burn-through — liner thickness reduced 20-50%. Speed must be inversely adjusted with temperature within 1.5-2.5 m/min range. Pressure: 0.30-0.40 N/mm². Overlap: 100-125mm.
Ambient temperature effects: >35°C requires reducing wedge temp 5-10°C and increasing speed 10% to prevent overheating. <10°C requires increasing wedge temp 5-10°C, reducing speed 15-20%, and preheating seam area to prevent cold welds. White or light-colored HDPE requires 10-15°C higher temperature due to lower heat absorption.
Parameter qualification per GRI GM-19 is mandatory: each shift, each welder, each thickness. Minimum 1m trial seam with destructive testing (ASTM D6392) before production welding. Acceptance criteria for 1.5mm: shear ≥350 N/50mm, peel ≥350 N/50mm, failure mode parent material stretch (not weld peel). Cold welds fail with clean peel at <200 N/50mm.
Temperature measurement using infrared thermometer at wedge exit with emissivity 0.95, tolerance ±5°C. Speed measurement using stopwatch over 10m, tolerance ±0.1 m/min. Pressure measurement using pressure gauge, tolerance ±0.05 N/mm². All parameters must be documented in CQA log with 30-year retention.
For the practicing engineer: set 1.5mm HDPE hot wedge temperature to 420-440°C, speed 1.5-2.5 m/min, pressure 0.30-0.40 N/mm², overlap 100-125mm. Qualify parameters each shift, each welder. Adjust for ambient: >35°C reduce temp 5-10°C, <10°C increase temp 5-10°C, preheat seam area. Never use unqualified parameters. The cost of cold weld or burn-through failure (650,000−1,950,000)iscatastrophiccomparedtoparameterqualificationcost(112 per shift). Quality assurance — temperature verification, speed control, parameter qualification — determines 1.5mm HDPE seam integrity.
📚 References
[1] GRI GM-19 (2022). “Specification for Geomembrane Seam Testing.” Geosynthetic Institute.
[2] ASTM D6392 (2024). “Standard Test Method for Determining the Integrity of Field Seams Used in Joining Geomembranes by Chemical Fusion Methods.” ASTM International.
[3] ASTM D6747 (2024). “Standard Test Method for Testing Geomembrane Seams Using the Spark Test.” ASTM International.
[4] ASTM D5641 (2024). “Standard Test Method for Vacuum Box Testing of Geomembrane Seams.” ASTM International.
[5] ASTM D5397 (2020). “Standard Test Method for Evaluation of Stress Crack Resistance of Polyolefin Geomembranes.” ASTM International.
[6] GRI White Paper #41 (2015). “Welding Parameters and Environmental Effects.” Geosynthetic Institute.
[7] GRI-GM13 (2025). “Standard Specification for Smooth High Density Polyethylene (HDPE) Geomembranes.” Geosynthetic Institute.
[8] US EPA 40 CFR 258.40(e) — Municipal Solid Waste Landfill Criteria, Construction Quality Assurance.
📚 Related Technical Guides
Pillar Pages
- Poor Welding Quality in HDPE Seams Guide 2026 | Field Identification & CQA
- HDPE Liner Overlap Width Guide 2026 | 2mm Welding Specifications
- Landfill HDPE Liner Installation Guide 2026 | Step-by-Step Procedure
- 1.5mm HDPE Welding Parameters Card | Pocket Reference — Coming soon
- Parameter Qualification Log Template | CQA Documentation — Coming soon
By Application
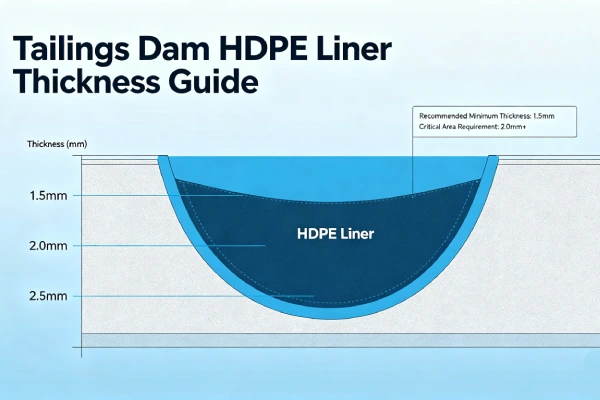
- Landfill Base Liners: 1.5-2.5mm HDPE for Subtitle D/C Compliance
- Heap Leach Pads: 1.5-2.0mm HDPE Double Liner Systems
- Wastewater Lagoons: 1.5-2.0mm HDPE for Municipal/Industrial Service
- Biogas Digesters: 1.5-2.0mm HDPE with Gas Tightness Requirements
- Mining Tailings Dams: 1.5-2.5mm HDPE for Acid Mine Drainage